




Coordinating Optimisation of complex plants and Advisory Tools
By Jørgen K H Knudsen from 2-control ApS (www.2-control.dk) and Teresa Gutiérrez from TECNALIA (www.tecnalia.com)
A modern plant often consists of several sub-plants, which are operated and controlled from separate controls rooms as described in [1]. It is an important task to coordinate the operation of these sub-plants in order to obtain an optimal solution at the wide-plant level.
In the COCOP project, different Advisory Tools are implemented to provide processes advisory information to the operators based on all available processes information sources such as process parameters, measurements and other information of the process (scheduling, pre-defined recipes, properties from data bases, etc), see figure 1. The input data are used by a process model (mathematical or data-based model) to calculate some relevant output information of the process. The model may also be linked to optimisation algorithms to calculate the optimal set-up of the process using MPC technology [2].
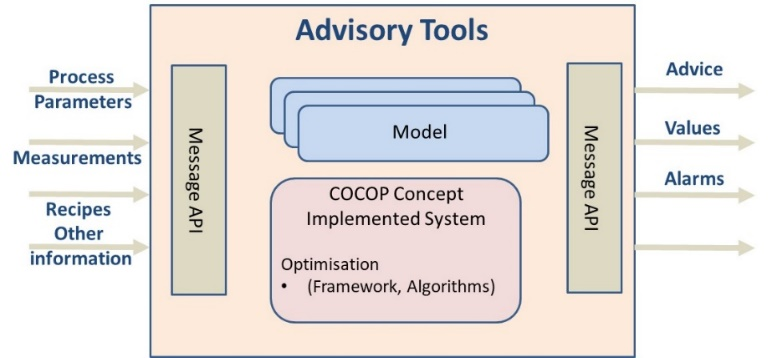
Figure 1. COCOP Advisory Tools
These advisory tools can correspond to only one Unit process or to several Unit processes addressing a coordinated plant-wide perspective. In that case, several process models must be coordinated in order to provide a good solution for each individual process plus an optimal solution for the plant production.
The COCOP project addresses the coordinating optimisation topic in two pilot cases. In the Copper pilot case [3], the involved sub-processes are a flash smelting furnace (FSF), Peirce-Smith Converters (PSC) and Anode Furnaces (AF), see figure 2. The FSF, Slag treatment and the Acid plant are continuous processes, with limited capacities. The PSC and AF converters are batch processes [4], operated in sequences based on operator experiences. The operators use cell phones to coordinate operation of the sub-plants.
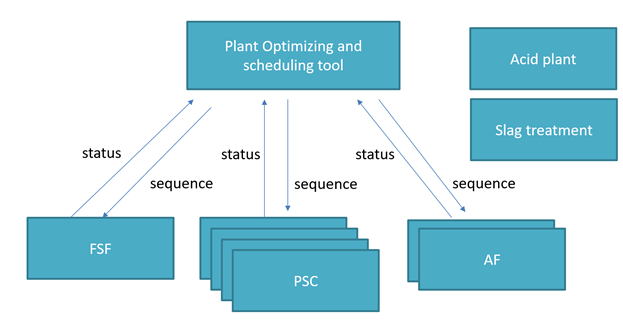
Figure 2. Outline of the software architecture for the copper pilot case.
For the copper pilot case, the coordination is done by an Optimising and Scheduling tool. The Optimising and Scheduling tool optimises, and coordinates the control of the sub-processes, respecting availabilities and constraints imposed by, for example availabilities and capacities of the acid and slag treatment plants or capacities of the cranes to transport material between the sub-processes. The overall objective is to increase the capacity of the smelter and recovery of copper, while seeking to decrease emissions and use of fossil fuels and raw materials
The Optimising and Scheduling tool collects status information as needed from the sub-processes, using the COCOP architecture [5]. An optimised sequence of operations and relevant parameters is distributed to the Advisory tools. Communication between the different layers can be used to iterate the optimisation further.
In the steel pilot case [3], the goal is to find the best combination of values for the key defect-related parameters of the three involved sub-processes (secondary metallurgy, continuous casting and hot rolling) that minimise the generation of surface defects in the final product, assuring a good performance of each sub-process. The structure follows the COCOP approach. The three sub-processes are described by data-based models (see figure 3), [6] and [7]. The SteelDefects model predicts the surface defects generation in the final product and is defined by the parameters of the three sub-processes with the greatest influence on the occurrence of such defects.
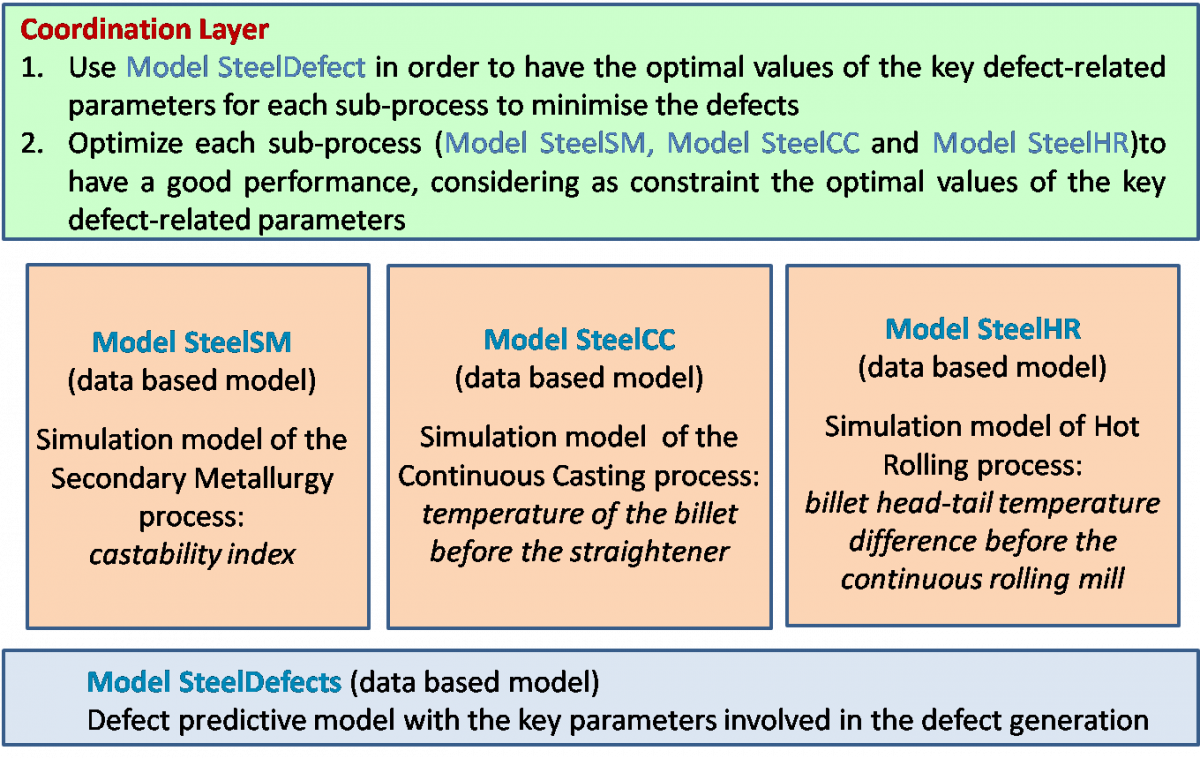
Figure 3. Steel pilot case models and coordination approach
The four models are optimised individually, and a coordination layer coordinates the constraints for each sub-process to assure a good global performance. The optimisation core is based in genetic algorithms. Based on these models and their optimisation, different advisory tools are implemented to provide optimal values for process parameters or alarms in case the predictions of the models indicate a potential risk in the performance.
References:
Follow discussion in the COCOP Debate Group in LinkedIn

")
")
 (MSI)")
")

")
